金型製作
高精度、高品質、耐久性に優れた金型製作
成形メーカー内製の金型製作部門として長年培った技術力をもって、二色成形品の品質にリンクする金型の製作に取り組んでいます。
多様なお客様のニーズに対応するため、次世代の成形品の具現化にも積極的にチャレンジしており、高精度、高品質、耐久性に優れた完成度の高い金型をご提案します。
また、金型製作のみならず成形現場とリンクした金型関連のメンテナンス、量産性の改善、効率化、金型修理業務も実施して技術力を向上させています。
微細加工技術
製品の小型化・高性能化を両立させるため、金型製作技術にも高精度化や微細化が求められています。内製の金型製作部門でも早い時期から微細加工に特化した高速回転、高精度制御のマシニングセンタ、細リブ、ボス加工に優れたリニア型彫り放電加工機、高精度のワイヤ放電加工機を導入し使いこなすことによって微細加工技術のノウハウを確立してきました。
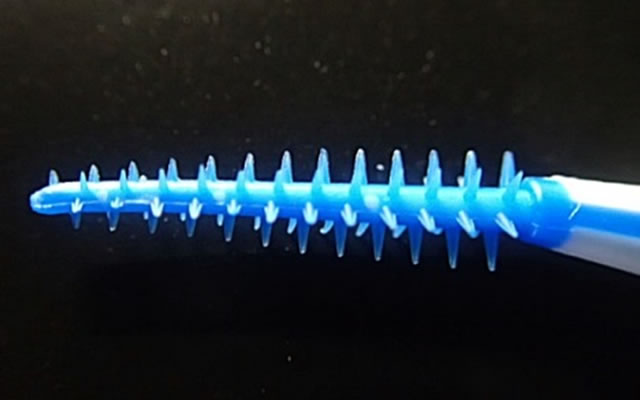
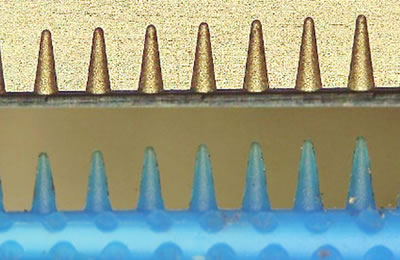
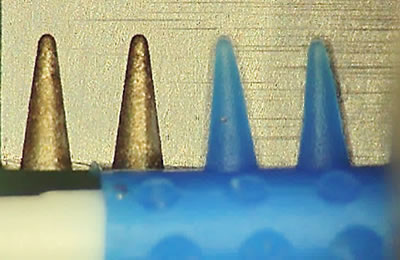
一例として歯間ブラシの二色成形品のサンプル金型を製作・成形して微細加工の可能性にチャレンジしました。
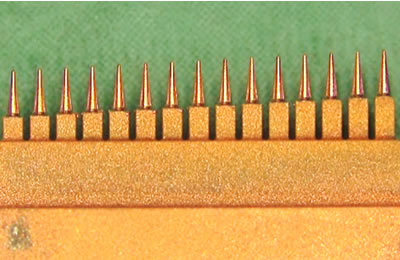
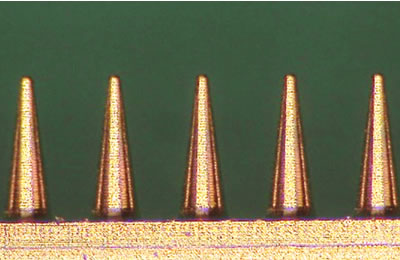
歯間ブラシの突起部(先端R0.08)を小径カッター(R0.075ボールカッター)で仕上げ代0.02残しで切削荒取り後、放電用電極を切削加工で製作して仕上げ放電加工を実施。歯間ブラシの具現化を達成することが出来ました。
放電加工後比較
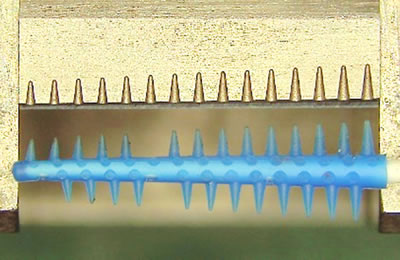
放電用電極

内製加工の歴史
1986年に山梨工場に金型製作部門を移動してから金型製作専用工場で、時代の最先端の工作機械を導入しながら金型加工技術の向上を推進することによって、二色成形金型製作に特化して内製化を拡大してきました。
| 1986年 | 横形マシニングセンタを導入しパレットチェンジャー活用により多種の金型部品加工の効率化を推進 |
| 1994年 | 主軸高速回転及び高精度輪郭加工制御の立形マシニングセンタを導入して高品質の切削加工技術を確立 |
| 1995年 | 大型の横形マシニングセンタを導入し金型モールドベース加工の内製化を更に拡大 |
| 1999年 | リニア駆動の放電加工機を逸早く導入し細いボス、リブ放電加工の可能性及び放電仕上げ面品位の向上を実現 |
| 2002年 | 現在は標準的に導入されている牧野フライス製V33(2万回転)を逸早く導入し小径工具での微細加工技術を追求 |
| 2004年 | 牧野フライス製V33(4万回転)をさらに増設導入し微細加工技術の更なる可能性を追求し高精度、高品質の加工技術を確立 |
| 2004年 | 高精度、高速加工性能を大幅に改善した三菱製ワイヤ放電加工機を導入し専用CAMソフトにより複雑形状加工を可能にした |
| 2020年 | ワイヤー放電加工の効率化による生産性向上を推進するため電源性能の向上による高速、高精度加工の実現とIoT技術活用による簡単操作、ヒューマンエラー削減の三菱電機製ワイヤー放電加工機MV1200Rを導入 |
| 2023年 | 型彫り放電加工における金型製作リードタイムの短縮を実現するため放電エネルギー増強制御技術により高速、高精度加工を向上した牧野フライス製型彫放電加工機EDNC6を旧放電加工機と入れ替え実施 |
| 2024年 | 微細加工技術を更に向上させるため高速、高精度、高品位加工の実績がある小型高速主軸マシニングセンタFANUC製ROBODRILLを導入 |
工場設備

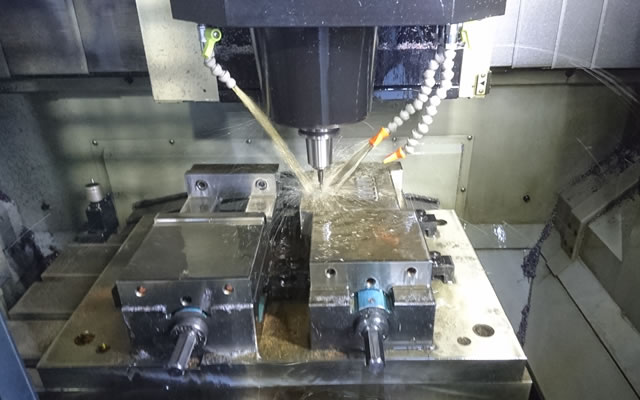
高速マシニングセンタ
高速マシニングセンタV33及びROBODRILLは、最良の切削加工面品位と高精度加工を実現する高速主軸、高剛性機械構造、自動工具長測定装置装備、機械熱変位制御機能により小径工具による高精度、高品位の微細加工を実現しています。
| 設備名・所有台数 |
牧野フライス製 V33 (20000回転):1台 牧野フライス製 V33 (40000回転):1台 FANUC製 ROBODRILL (24000回転):1台 |

ワイヤ放電加工機、型彫放電加工機
ワイヤ及び型彫放電加工機は、より効率的に生産性向上を実現するために電源制御技術向上による高速、高精度加工とIoT技術を取込んだヒューマンエラー削減の簡単操作が可能な技術革新された放電加工機を新たに導入しました。
| 設備名・所有台数 |
三菱電機製 MV1200R (ワイヤ放電):1台 牧野フライス製 EDNC6 (型彫放電):1台 |