山下電子(蘇州)の技術紹介 ~ホットスタンプ③~

前回に引続きホットスタンプ不良の対策について紹介します。
Ⅳ 圧力対策
ホットスタンプの条件の中で最も難しいのが製品への圧力の掛かり方!!
ラバー硬度の選定や、ラバーの角度調整をしっかりしないと製品に均一に圧力がかからず、下記のような不良が発生してしまいます。
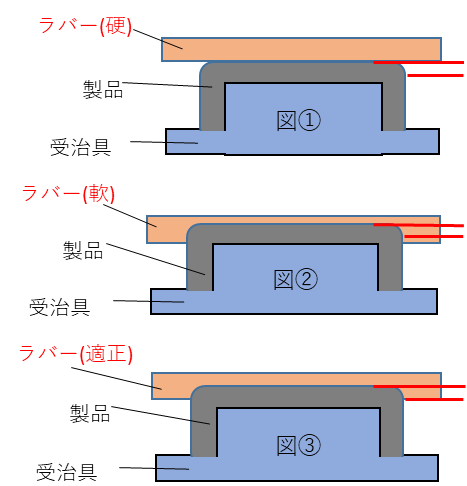
1.ラバー硬度の選定?? 成形品の天面Rエンドまでホットスタンプが必要な場合、ラバーの硬度が硬いと製品に沈みずらい為、図1ようにRエンドまで箔が着かない。圧力を上げて無理やり改善しようとすると、成形品への負荷がかかってしまい、製品変形などを起こす可能性あり。 |
 |
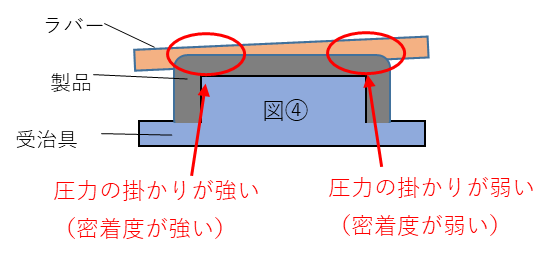
2.ラバーの角度調整??ラバーの角度が製品に対して平行になっていないと、圧力の掛かり方が変わってしまう。図4のように角度が曲がっていると、箔の密着度が変ってしまい、密着度が弱い所は、箔剥がれを起こしてしまう可能性あり。 |
 |
弊社では感圧紙を使用して、圧力の掛かり方(ラバーの角度)を確認。
製品全体に同じような圧力がかかっているかを見極め、生産を開始しております。
")
感圧紙(使用前)
")
感圧紙(使用後)
Ⅴ 箔バリ対策
|
箔の種類によっては、箔バリが出てしまう物があります。 |
 |

【1.集塵機を使用】集塵機を使用し、除去した箔バリが飛び散らないようにする。飛び散ったバリが異物不良になることを防止。

【2.マスキングテープを使用】ちょっとしたバリ(こすっても取れないバリ)にはマスキングテープ(粘着が弱い物)を使用。取ったバリの飛び散り防止。
ホットスタンプでお困りの方、ホットスタンプの採用をご検討している方など、「お問い合わせフォーム」よりお気軽にご相談下さい。
あわせて読みたい記事はこちら
■ 会社情報>関連会社>山下電子(蘇州)有限公司
■ 山下電子(蘇州)の技術紹介 ~ホットスタンプ②~
■ 山下電子(蘇州)の技術紹介 ~ホットスタンプ①~