2色成形「押切」という考え方について
2色成形では一般的な射出成形とは違い、特有の金型構造による製品設計時に注意すべき点があります。
射出成形では1つのコア(可動側)に対し1つのキャビ(固定側)が対応し製品を作りますが、2色成形では1つのコアに対し1次側キャビ・2次側キャビと成形して1つの製品となります。
二色成形の技術資料はダウンロード資料をご覧ください。
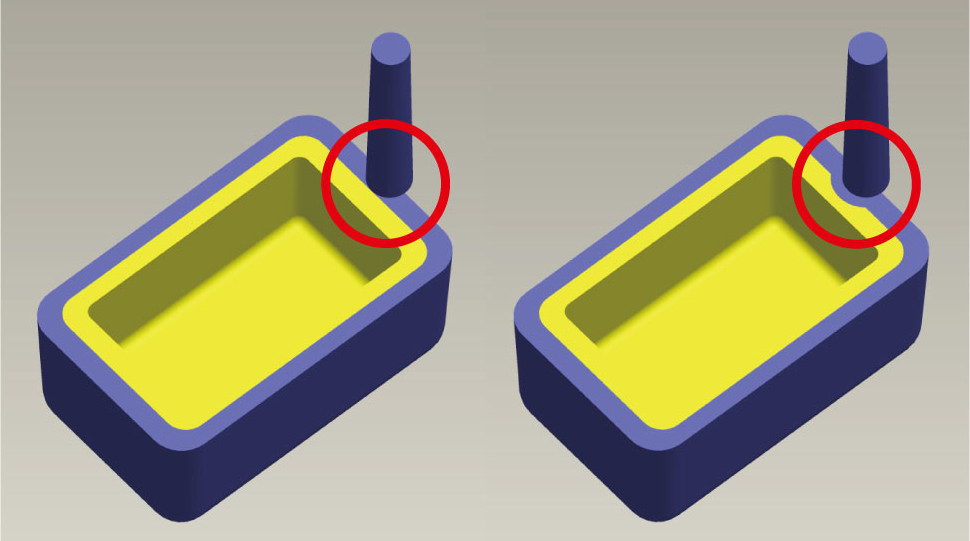
例.ボタン(黄色が1次材、青が2次材とする)
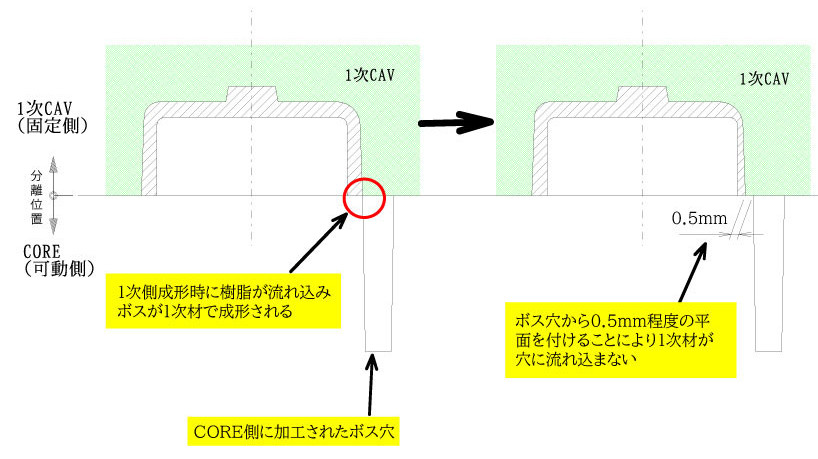
上図左側のボタンは、2次材で成形する予定のボスの位置が1次材(黄)部分と接しているため1次側成形中にボスへ樹脂が流れ込み、結果1次材でボスが成形されます。
特に1次材(黄)が透明だった場合には、筺体からの光漏れの原因となります。
そのような場合は右側のボタンのように、ボス穴位置から0.5mm程度の平面を設けることにより、1次材がボス穴へ流れ込まないよう防止できます。これを押し切りといいます。
特に1次材(黄)が透明だった場合には、筺体からの光漏れの原因となります。
そのような場合は右側のボタンのように、ボス穴位置から0.5mm程度の平面を設けることにより、1次材がボス穴へ流れ込まないよう防止できます。これを押し切りといいます。
その他にボス側をカットする方法や、ミックスした平面0.3+ボス0.2カットする方法、1次側成形時にボス穴部分を金型でフタをする方法などありますが製品構造により2色設計者が最適な方法を提示致しております。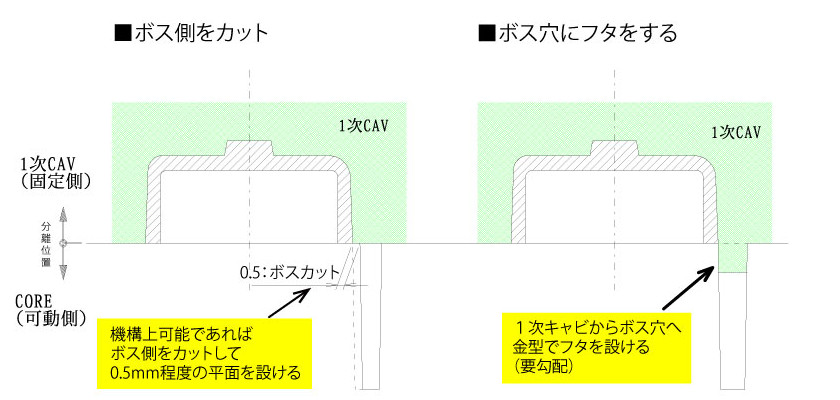
また”押切”という用語は、1次材と2次キャビでも良く使われます。
下図のような2色成形ボタンでは1次側(黄)の露出部は2次キャビにほぼぴったりとはまり込む必要があります。
")
")
そこに隙間があると2次材が漏れ、1次材(黄)の上に被ってしまいます。
そこで2色金型技術としてはこの1次材と2次キャビの押切(合わせ)の正確な金型加工技術が重要となります。特に、1次側表面にシボやエッチングの表面処理加工があると1次キャビで
成形されたシボ付き製品が再度2次キャビに飛び込んで押し当てられる(シボ面の2度当て)ので若干目が変わってしまう為に、経験に裏付けされたノウハウ(当て付け量)と金型加工精度が重要になります。
弊社の会社案内及び、二色成形の技術資料は資料ダウンロードページより、ダウンロードいただけます。
下図のような2色成形ボタンでは1次側(黄)の露出部は2次キャビにほぼぴったりとはまり込む必要があります。
そこで2色金型技術としてはこの1次材と2次キャビの押切(合わせ)の正確な金型加工技術が重要となります。特に、1次側表面にシボやエッチングの表面処理加工があると1次キャビで
成形されたシボ付き製品が再度2次キャビに飛び込んで押し当てられる(シボ面の2度当て)ので若干目が変わってしまう為に、経験に裏付けされたノウハウ(当て付け量)と金型加工精度が重要になります。
弊社の会社案内及び、二色成形の技術資料は資料ダウンロードページより、ダウンロードいただけます。
あわせて読みたい記事はこちら
■ 山下電気の技術二色成形(ダブルモールド)■ 二色成形とは?
■ 二色成形品事例集