ウエルドライン 成形不良用語集(3)


ウエルドライン(weld line)又はウエルドマーク(weld mark)
ウエルドラインは、金型の中に溶けたプラスチックを流して成形する際に、その流れが合流する部分に現れる線状跡である。根本原因は、ノズルより射出された成形材料がキャビティ内の隅々まで充填される間に、特に先端部の冷却固化が進行して、その合流部にウエルドマークが発生する。
これは射出成形品の宿命と言えるものだが、製品として市場に出ると傷と思う消費者も多い様で、アメリカでは集団訴訟になった例がある。
CAE解析技術のページでは、解析事例としてウエルドライン位置の解析について紹介していますので併せてご覧ください。また、弊社の特許技術「Y-HeaT」は、このウエルドラインを消滅させプラスチック成形品の外観品質を向上させるために開発された金型温調技術です。

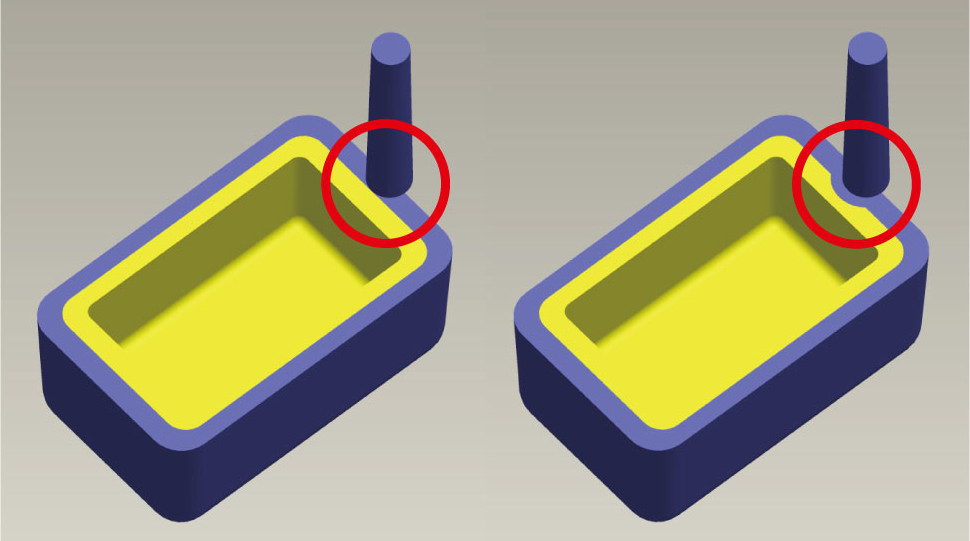
写真中央の線状の跡がウエルド(通常成形)

ウエルドレス成形(Y-HeaT)

原因1 プラスチックの流動性が低下した場合
- 充填不良の記事に記述した“金型内への樹脂の供給不十分”の原因が全て考えられる。特に大切なことは金型温度でこの温度を高くすればシリンダ内との温度差が小さくなるので目立ちにくくなるが、成形サイクルに影響するので、経済性も考慮して適当に決定しなければならない。また、射出速度にも強い影響を受け、それにより色々な形にウエルドマークが変化する。
原因2 空気または揮発分のある場合
- 不良用語(1)充填不良の“キャビティ内の空気逃げの不足”にも記述したが、材料の流入時にキャビティ内に空気が残らないように流動解析の結果より最適な位置にエアベント(排気口)を設置する。また樹脂の流動が袋溜まりにならないように事前に製品肉厚の検討、改善を実施する。
原因3 離型剤による場合
- 離型剤とプラスチックの相溶性が悪いため、射出時に離型剤が溶融成形材料の先端に浮いて送られ、ウエルドマークを強く大きくするので、離型剤の塗布は極力避ける。
不良でお困りの方、もっと詳しく知りたい方はお問合せフォームよりお気軽にご質問ください。
あわせて読みたい記事はこちら
■ Y-HeaT ウエルドレス成形技術■ CAE解析技術